Positioning for PLC-S Special Program Introduction
General
The built-in positioning function of the PLC-S CPU is sinking, or negative-positive-negative (NPN), OPEN collector type for pulse train output.
By using the positioning module, positioning control is executed by a stepper or servo motor.
- Number of control axis:
- The number of control axes for the positioning function is equal to the number of motors being controlled.
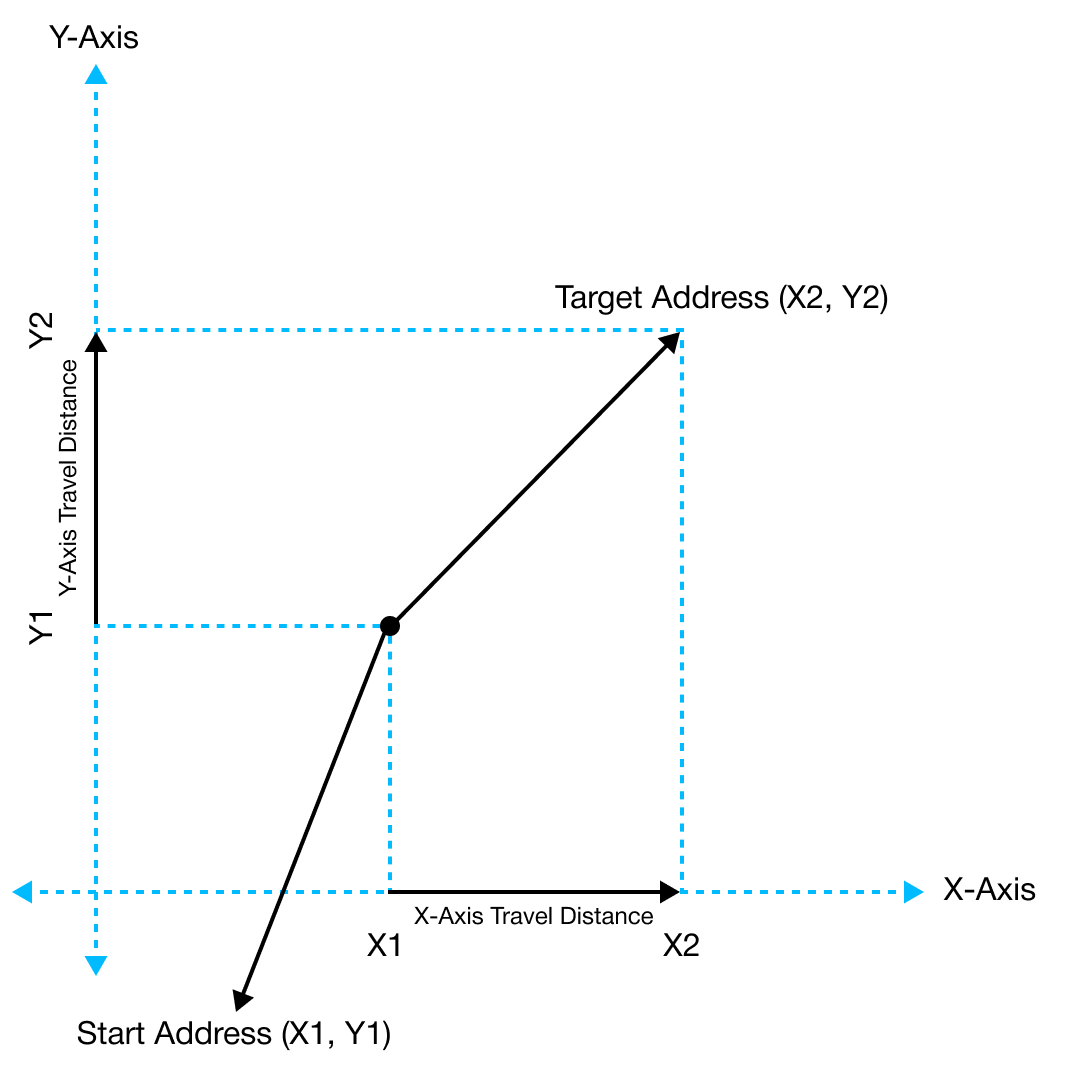
- The PLC-S executes the two-axis (X & Y) positioning control and supports linear interpolation.
- The number of control axes for the positioning function is equal to the number of motors being controlled.
-
1-Axis Linear Control (X or Y):

-
2-Axis Linear Interpolation Control:
Positioning Instruction
- The PLC-S is equipped with dedicated instructions for positioning enabling easy control:
Manual Operation
- Manual operation is made possible by the JOG operation, inching operation, and general purpose manual pulse generator (MPG).
OPR Control
- The PLC-S provides three Origin Point Return (OPR) methods:
- DOG/Zero OFF
- DOG/Zero ON
- Near-point DOG
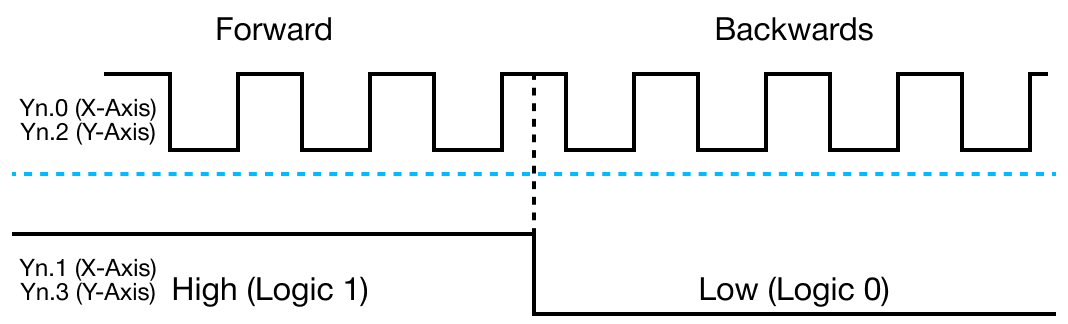
Output Pulse Level
- The direction of positioning control is determined by configuring the High Active or Low Active mode in a scan or special program.
High Active
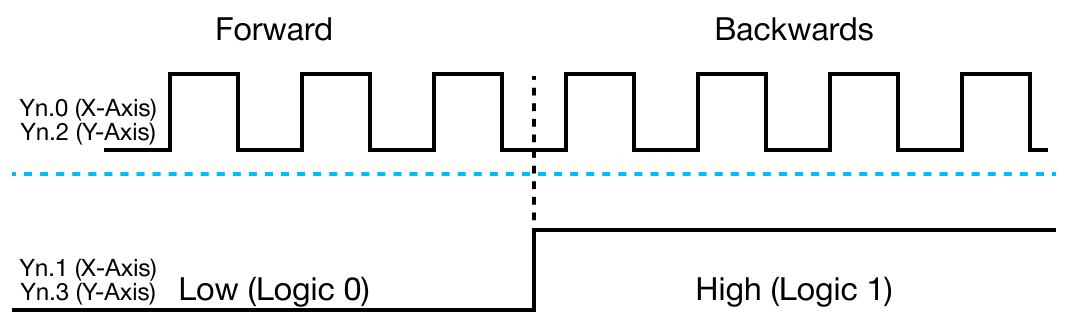
Low Active